
Acoustic emission diagnostics is one of the constituents of technical diagnostics. It is intended for: enhancement of equipment, machinery and apparatus operational reliability in the course of operation service life gain as a result of proper maintenance.
OOO METKATOM has 10 years of experience in manufacturing acoustic emission devices for equipment bearing units and tooth gears diagnostics, which differ fundamentally from typical vibration reed instruments.
Acoustic emission diagnostics method has the following advantages over the other control techniques:
Acoustic emission facilities created over 40 years ago for nuclear reactor permanent continuity testing have turned from expensive elite equipment into non-destructive testing tools affordable for tenths of industries.
Bearing units and gears are the principal sources of acoustic emission signals generation in equipment. The bearing unit generates an acoustic emission signal in wide band with various amplitudes increasing if:
Frequency band 20 to 300 Hz is the most informative for bearing units diagnostics.
That is why we use this frequency band in the acoustic emission device IRP-12 (bearing units resource indicator), that has been developed and manufactured since 1999.
If you want to create an effective diagnostic device, it is not enough to determine its operating frequency range; you need to analyze processes that take place during tooth gears and bearings operation, as well as information delivered by the acoustic emission parameters.
Bearings operation is a process of solid friction in a bearing unit, which may lead to different types of wear depending on environment conditions (external environment, contact geometry, etc.):
| Acoustic emission sources | Acoustic emission measurable parameters | Acoustic emission parameters information |
| 1. Elastic interaction, blows | Frequency spectrum | Source nature |
| 2. Mode of deformation change | Amplitude | Source energy |
| 3.Plastic failure deformation | ||
| 4. Change in frictional surface and structure | Count rate | Rate of defects propagation |
| 5. Microcrack formation | Momentum distribution in time | Type of developing defect |
| 6. Wear particle formation | ||
| 7. Surface spalling |
The higher characteristics used for the device design are, the more reliable diagnostics and required detection depth are. For example, ARP-11 can distinguish defects starting from 7-9 microns (contamination in lubricant).
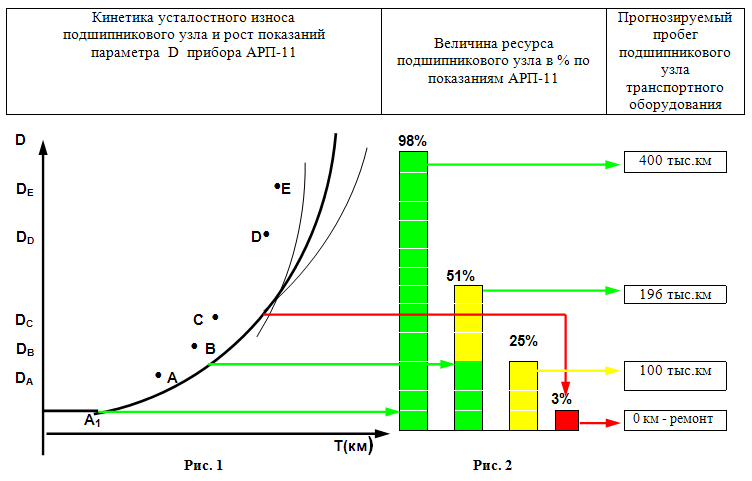
Integral parameter D is set as the main ARP-11 diagnostic parameter. Parameter D is functionally connected to bearing unit inspection resource, expressed in % of estimated operating life.
Graphic interpretation of ARP-11diagnostic parameter D of depending on operating time kilometers and transport equipment bearing units resource (%) (electric locomotive ChS-6).
А1 - А - В - С - D – Е curve in D coordinates is an ARP-11 parameter, and T is the value of the kilometers transport equipment bearing unit has done (electric locomotive ChS-6).
Trend points (Figure 1) correspond to the following bearing unit conditions at the absence of lubrication and installation defects:
Due to the fact that bearing resource in the fields with continuous cycle of equipment operation :
is counted in running hours, and on transport with a periodic operation cycle in the kilometers the device has done, a universal parameter D was introduced in the design procedure of ARP-11: it is the value of bearing unit resource (%).
Based on the above mentioned it can be asserted that modern acoustic emission control technology (ARP-11 in particular) allows to solve diagnostics problems as well as prediction problems. Here are some of the examples of different defect types detected with the help of ARP-11.
It is particularly important to solve the prediction problem for transfer to the machinery maintenance based on the technical state. Determining equipment service life or the next maintenance, not the statement of facts, is important for a mechanic, powerman, master, as well as economist and management personnel.
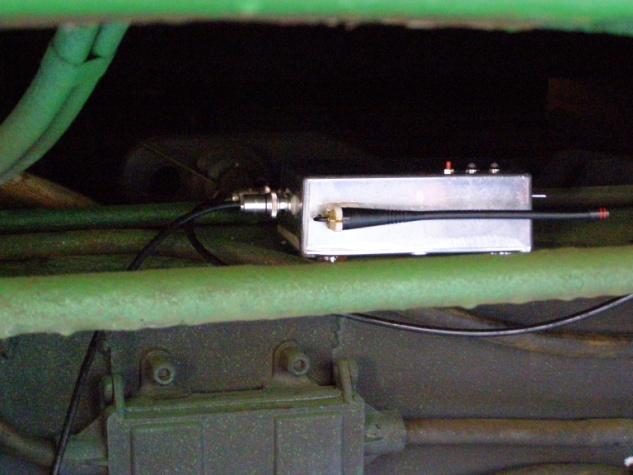
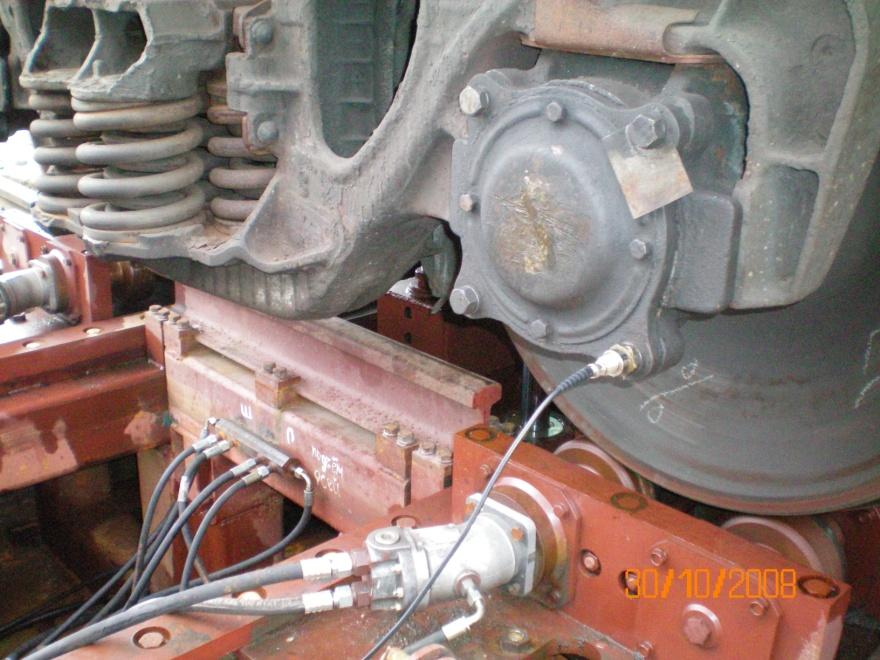
A 4-channel device with wireless modem for the test bench of freight wagons axlebox units diagnostics was developed on the base of ARP-11 in 2006 and implemented in 2007.
A seven channel system of KP locomotives bearing units diagnostics for the test bench SAM (based on ARP-11\7) is manufactured and operates.
While implementing on-board diagnostics systems of locomotives and wagons on railway transport it is necessary to point out their functions and advantages:
Device field of application for diagnostics of critical, complex and energy-intensive equipment:
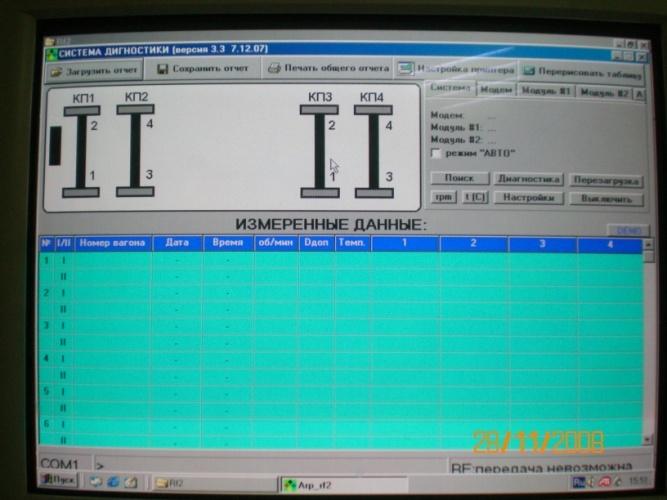
Device software is compatible with Windows XP PC software for creation of database, trends, and reporting forms.
“User help” program has been developed; it’s useful while downloading the database from the device to PC and while operating ARP-11.
ARP-11 cost depends on the complexity of software; for the standard equipment the cost is 2 times less than that of import acoustic emission devices.
As opposed to other acoustic emission devices, ARP-11diagnostics does not require engineering skills, and basic training is only 5 days.
Having considered all these advantages we believe that this diagnostics has a great future in all respective fields.










© 2010-2017 OOO «METKATOM»
All rights reserved.
Site by camouf.ru